High-tech üzem feledteti az NDK-s időket - Porsche-gyár, Lipcse

MSB der Porsche Leipzig GmbH am 21.09.2016
Nézze meg a sporthíreket is
Nézze meg a sporthíreket is
A technológiai színvonalat vagy a környezettudatosságot tekintve is a világ egyik legmodernebb autógyárának mondott lipcsei Porsche-üzem mindössze bő másfél évtizedes, de ezalatt sok fejlesztésen ment keresztül. Csak két év telt el a zöldmezős beruházás első kapavágásától, amikor 2002 őszén a szerelősorról legördült a legelső kocsi, egy Cayenne.
Az alapkőletételtől mostanáig mintegy 1,3 milliárd eurót ruháztak be a több mint tíz márkát tömörítő VW-konszern gyárába, és a fejlesztések negyedik lépcsője a közelmúltban zárult le, ez elsősorban a 2009-ben bejelentett Panamera-modellek gyártásához teremt optimális feltételeket. Mostanra a történelmi, az NDK-időket rég kihevert kereskedővárosban összesen 365 ezer négyzetméternyi gyártóterület áll rendelkezésre, a dolgozók száma pedig meghaladja a négyezret, és naponta 650 új járgány hagyja el a szerelősor végét.

Az új Panamera sportlimuzin (itt olvashat róla bővebben) mellett továbbra is a Cayenne terepjárókat, illetve az utóbbi három évben a Porsche-mércével a szolidabb SUV-ok kategóriájába tartozó Macant gyártják a szászországi üzemben. Gyárlátogatásunkon elsősorban az új Panamerára koncentráltunk, amely műszerfala mellett főleg farkialakításában változott előnyére elődjéhez képest, és nemsokára különleges kombi (shooting brake) karosszériával is kapható lesz.
Elsőként a mintegy 60 ezer négyzetméteres karosszériaüzemben láthattuk, mit is jelent a Porsche Production 4.0, azaz az összes gyártótevékenységet hálózatba kapcsoló negyedik generációs (okos)termelés. A Panamerák esetében nagyobb részt kitevő alumínium, és a merevség szempontjából kritikus helyeken acél karosszériaelemek a VW-konszern más üzemeiből származnak, és itt szinte kizárólag robotok segítségével komplett nyerskarosszériává épülnek össze.
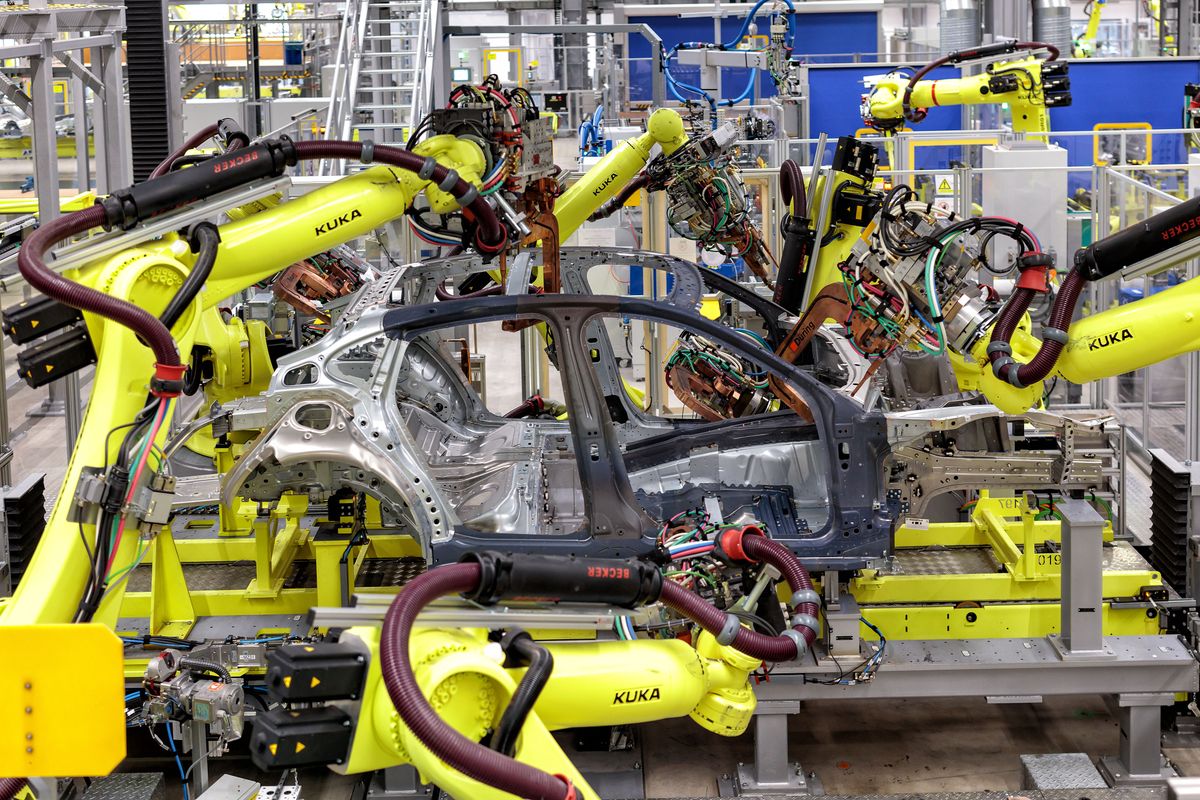
Ehhez a csarnok különböző magasságaiban szállítópályákon érkeznek az elemek, amelyeket robotok táncjátéka mozgat, igazít megfelelő pozícióba, illeszt össze. Az autógyártás egyik meghatározó pontja, tulajdonképpen egy új autó születése, amikor a karosszériasor elején az első elem megkapja azt az azonosítócímkét, amelyet innentől fogva valamennyi munkaállomáson beolvasnak, és
a benne kódolt információk alapján alakítják ki a luxusmodellt
megrendelőjének egyedi kívánságai szerint.
Egy Panameránál a mintegy 430 karosszériaelem egymáshoz rögzítése több mint 2500 robotos hegesztési pont létrehozását feltételezi, és a további számos kötési fajta közül csak ragasztásból több mint 260 méternyi szükséges.
A body shopként emlegetett karosszériaüzemben kétszázan dolgoznak, majdnem két és fél robotmunkatárs jut minden embere. Ez azonban közel sem egyenletes eloszlást jelent, hiszen amíg a karosszéria összerakásánál alig van élőerő, addig a befejezésnél a prémiumminőség szavatolása már inkább jól képzett szakemberek segítségével történik. A végszereldében már-már az orvostechnikának vagy az élelmiszeriparnak megfelelő tisztasági körülmények között vagy húszan serénykednek a teljesen összeállított nyerskarosszériák körül.

A fehérkesztyűs dolgozók csak kétéves képzést követően kerülhetnek erre a sorra, ahol ők maguk is mozgójárdán követik a szállítópadlón fél óra alatt áthaladó „munkadarabokat", hogy a festési művelet előtt finiseléssel gondoskodjanak a tökéletes esztétikáról, a legapróbb egyenetlenségek eltüntetéséről.
Nagy szakértelemmel tapogatják, simítgatják végig az idomokat,
egyes helyeken finoman csiszolnak, egyengetnek, alakítgatnak még rajtuk, és ha kicsit is feltűnőbb minőségi probléma lenne, akkor a teljes építményt a selejtbe irányítják.
Egy legfelsőbb kategóriás márkától elvárhatóan a lipcsei gyárban a tökéletes vevői elégedettségre törekszenek, amelyet az elmúlt években Németországban kidolgozott és kitüntetett figyelemmel övezett ipar 4.0 elveit követő minőségirányítási lánc is segít. Automatikus mérőgépek veszik fel a különböző szereltségi fokú kocsik meghatározott adatait, és a mérési eredmények számítógépes kiértékelését követően az esetleges problémákról közvetlen visszajelzést kapnak az érintett részlegek, hogy kijavítsák a hibát.

Ez a másik szembetűnő terület, ahol a robotokkal szemben az emberek elsőbbséget élveznek: jól képzett mérnökök csapata figyeli a mérési eredményeket megjelenítő monitorokat. Egyébként számos műszaki jellemző tekintetében 100 százalékos a kibocsátott termékek bevizsgálása, és minden nap egy legyártott jármű teljes auditon megy keresztül.
És hogy a tulajdonos a forintban alsó hangon is huszonmillióba kerülő Porschéja legjobb arcát láthassa majd, amikor a frissen mosott kocsival megáll a tűző napsütésben,
a természetes megvilágítást modellező fényalagútban is megvizsgálják a kész kocsikat.
A speciális LED-es és tükrökkel tovább bonyolított megvilágításban jól szemrevételezhetők a „napsugarakat" az idom formájához igazadó futással visszatükröző fényvonalak - a legtökéletesebben fekete fényezésen, ezért belső minőség-ellenőrzési célból ezt a színt használják.

A szintén sokat tanult szakemberek a legszigorúbban értékelik az alakzatokat, és csak a tökéletesen szabályosan futó, vagyis a legkisebb karosszériaegyenetlenséget is kizáró fénycsíkos példányok mennek át a rostán. Persze a hibás darab itt is ritka, mint a fehér holló.
A fenntartható termelés a lipcsei Porsche-gyár egyik alapvető célkitűzése, amiért már ma is sokat tesznek, és több irányban folytatnak kísérleteket az erőforrás-hatékonyság növelésére. A környezettudatosság jegyében a csarnokokban intelligens energiatakarékos LED-es világításokat alkalmaznak, hasznosítják a gyártelepen az esővizet, 80 százalékban vasúton oldják meg az alkatrészek odaszállítását és a legyártott gépkocsik kiszállítását, satöbbi.

Csak a Panamerák karosszériaüzemének tetején összesen 5 megawatt teljesítményű napelemeket helyeztek el, és a fotovoltaikus energiát közvetlenül felhasználják a csarnok energiaigényének fedezésében.
A jövőt például az a projekt jelenti, amely a gépkocsi-akkumulátorok „második életét" vetíti elő. A kísérletek arra irányulnak,
hogyan lehet az autók kiszolgált indítóakkumulátorait begyűjtés után hasznosítani
a szolárkollektorokkal előállított energia tárolására. Ha a Porschék működtetéséhez már nem is elegendő az energiaforrások teljesítménye, még megfelelhet a másodlagos felhasználásra, és a tárolt energiával hatékonyabban lehetne a termelés szükségletét kiszolgálni.
A Panamaráknak osztozniuk kell a szerelősoron a másik két Lipcsében gyártott modellel, a Cayenne-nel és a Macannal. Mindez a sor rugalmasságának köszönhető, ami abból a stratégiából ered, miszerint a legnagyobb termelékenységhez a legnagyobb változatosságot átállás nélkül kell megvalósítani. A már fényezett teljes karosszéria felső szállítópályán érkezik az egyik irányból, és itt következik el az autógyártás talán legizgalmasabb pillanata, az úgynevezett házasítás, amikor a kasztnit és a vezető nélküli szállítóeszközökön továbbított, a hajtáslánc legfontosabb elemeivel és a futóművekkel ellátott alsó felépítményt összeépítik.

Ezután történik a több ezer alkatrész tekintélyes részének beszerelése, a legfelsőbb kategóriás márkához méltóan többnyire kézi munkával, persze mindig az első lépésben elhelyezett kódcímkében rögzített változatban. A rugalmasságnak köszönhetően egyébként luxusautókhoz képest tömegtermelés folyik az üzemben, ha a szerelősort a három műszakban elhagyó napi 650 darab Porschéra gondolunk.
A szerelőüzem egyik teljesen robotizált szakasza a szélvédők és a fix oldalablakok behelyezése.
Sorban érkeznek a három alaptípus megfelelő szereltségi fokú járművei az állomásra, ahol már várják őket az automatikus odajuttatott ablakelemek olyan sorrendben, ahogyan bekerülnek. Az egyik robot nagy pontossággal adagolva a ragasztóanyagot viszi fel az előírt geometria szerint a rögzítés helyére, egy másik vákuumos megfogókkal az üveget emeli le és adja át a harmadiknak, amely precízen a helyére illeszti.

Amikor a mintegy 4500 alkatrészből megszámlálhatatlan precíz művelettel egy luxusautó jön létre, rögtön „megelevenedik", azaz a saját „lábán" gurul le a szerelősorról. Ekkor minden négykerekűt egy néhány perces tesztpályás próbának vetnek alá. A gyárlátogatásunk végén sajnos vezetőként nem próbálhattuk ki a Panamerát, de kis vigasszal szolgált, hogy legalább utasként abszolválhattunk egy ilyen próbakört.

A fekete 4S limuzin különféle minőségű (egyszerűen kifejezve rossz) útszakaszokon hajtott keresztül, meredek emelkedőn állt meg, gyorsított, fékezett, kanyarokat vett be, közben pedig a tesztsofőr tapasztalataira hagyatkozva értékelte a rázkódást, a fékhatást, a gyorsítási erőt, a stabilitást, az összes hangot és mozdulatot. Nem is kell mondani, hogy minden hibátlan volt – megkezdődhet a kiszállítása új tulajdonosának.
A cikk elkészüléséhez köszönjük a GyártásTrend magazin segítségét.
Ezekkel a modellekel rajtol el az új Panamera
Panamera 4S: Teljesítmény: 324 kW (440 lóerő), gyorsulás 0-tól 100 km/h: 4,4 s, végsebesség: 289 km/h.
Panamera 4S Diesel: Teljesítmény: 310 kW (422 lóerő), gyorsulás 0-tól 100 km/ h: 4,5 s, végsebesség: 285 km/h.
Panamera 4 E-Hybrid: Rendszerteljesítmény: 340 kW (462 lóerő), gyorsulás 0-tól 100 km/ h: 4,6 s, végsebesség: 278 km/h.
Panamera Turbo: 404 kW (550 lóerő) teljesítmény, gyorsulás 0-tól 100 km/ h: 3,8 s, végsebesség: 306 km/h.











